
Indirekt gesteuerte Maße beeinflussen
Fertigungsgerechte Werte erzielen und Größenstufungen einhalten in Maßen, die nur indirekt gesteuert werden können
Links zum Thema:
Das Video zu indirekt gesteuerten Maßen bei Youtube oder DailyMotion und die Kurzpräsentation als PDF.
Wenn Fertigungsmaße und funktionale Maße einander ausschließen und wie sie doch vereinbar sind
Es kann nur einen geben: Dieser Fall kommt bei der Bemaßung von Skizzen oft vor. Ich habe immer wieder betont, dass bei der Top-Down-Modellierung funktionsgerecht bemaßt werden muss. Was aber, wenn Fertigungsmaße, die nur als Referenzmaße angesetzt werden können und den funktionsgerechten Maßen folgen, auf eine bestimmte Stelle gerundet oder an eine Stufung angepasst werden müssen?
Um diesen Konflikt aufzulösen benutze ich meist eine der folgenden drei Lösungen:
- "Umschaltmaße": Das funktionale Maß und das fertigungsgerechte Maß werden in der Skizze platziert. Wenn das funktionale Maß geändert wird, wird es danach vorübergehend zum Referenzmaß umgeschaltet und das fertigungsgerechte Maß zum steuernden Maß. Das fertigungsgerechte Maß wird auf den nächstgelegenen Stufenwert gesetzt, wieder zum Referenzmaß umgeschaltet und das funktionale Maß wieder zum steuernden Maß.
- Versatzmaße: Die funktionalen Bedingungen und Maße werden nicht direkt auf die zu steuernde Kontur platziert, sondern auf ein diese repräsentierendes Konstruktions-Skizzenelement. Von dem Konstruktionselement bis zur "echten" Kontur wird ein zusätzliches steuerndes Maß als Versatzmaß angesetzt. Das fertigungsgerechte Maß wird wie gewohnt als Referenzmaß auf die Zielkontur angesetzt. Das Versatzmaß wird dann so angepasst, dass das fertigungsgerechte Maß die gewünschte Stufung erreicht. Das Versatzmaß kann dabei auch mit einer Formel automatisiert werden. Dazu wird ein Hilfsmaß mit der Ausrichtung des fertigungsgerechten Maßes auf das Konstruktions-Skizzenelement platziert. Im einfachsten Fall, bei linearen Maßen, würde die Formel für den Versatz lauten: Versatz = Round(Hilfsmaß) - Hilfsmaß, wobei hier statt auf Ganzzahlen natürlich auch auf 10er oder 100er Stellen gerundet werden oder statt Round auch Ceil oder Floor verwendet werden könnte. Für Normstufungen bietet sich iLogic an.
-
Wunschmaße: Im einfachsten Fall wird ein Wunschmaß an einen Konstruktionspunkt oder eine Konstruktionslinie angesetzt und von diesem Wunschmaß aus mit iLogic oder durch die Rundungsfunktionen der steuernde Wert der Bauteilkontur gesetzt.
Bei komplexeren Zusammenhängen wird eine Kopie der relevanten Kontur als Konstruktionslinien gezeichnet. Diese Kopie bildet die funktionalen Zusammenhänge sozusagen rückwärts ab, indem zuerst alle Bedingungen wie bei der Originalkontur und alle nicht variablen Elemente mit ihr gleich gesetzt werden. Dann wird das Maß, das zur Begradigung des Fertigungsmaßes verändert werden darf, als Referenzmaß eingestellt, und das Fertigungsmaß als steuerndes Maß angesetzt. Aus der funktionalen Bemaßung der Originalkontur ergibt sich ein "krummes" Fertigungsmaß. Der begradigte Wert für das Fertigungsmaß wird in die Konstruktionslinien-Kopie eingetragen (ggf. wieder per Formel), woraufhin der Sollwert des steuernden Maßes am entsprechenden Referenzmaß der Kopie abgelesen werden kann. Leider kann an dieser Stelle nicht mehr einfach gleichgesetzt werden, weil sich daraus ein Zirkelbezug ergeben würde. Mit iLogic wäre das allerdings auch automatisierbar, indem zuerst auf Basis des Wunschwerts der Sollwert ermittelt und dann der Wunschwert auf den Sollwert gesetzt wird.
Umschaltmaße und Versatzmaße
Als Beispiel für die Umschalt- und Versatzmaße dient das in Bild 1.1 gezeigte Gelenk eines Gelenkarms. Die am Gelenk verbundenen Segmente müssen bis zu einem von der Umgebung vorgegeben Winkel geknickt werden. Dafür müssen die Segmentkörper einen entsprechenden Freigang erhalten, indem die Bleche schräg angeschweißt werden. Mittelpunkt und Durchmesser des Gelenks und die Ausrichtung und Breite der Segmente sind durch vorhergehende Auslegungen vorgegeeben. Bild 1.2 zeigt die zugehörige Skelettskizze, mit der die schrägen Bleche, repräsentiert durch Linien mit Freiheitsgraden, kollisionsfrei positioniert werden sollen. Da sich die Armgeometrie und damit der Winkel sowohl während der Entwurfsphase als auch bei späteren Änderungskonstruktionen ändern kann, muss gewährleistet sein, dass die Konstruktion auch bei Winkeländerungen kollisionsfrei bleibt.
Die durchgehende Linie für beide Armsegmente stellt die Seitenfläche des jeweiligen Segments dar, die daneben liegende kürzere Linie von der Mittellinie zur Seite des jeweils anderen Segments ist die schräge Stirnseite. Beide Armsegmente sind symmetrisch, deshalb ist nur die kollisionsgefährdete Hälfte gezeichnet. Um fertigungsgerecht bemaßen zu können, soll der Schnittpunkt der schrägen Stirnseiten, also der Endpunkt der kurzen Linien auf ihren zugehörigen Mittellinien, ein gerades Maß vom Gelenkmittelpunkt aus haben. Außerdem soll der Winkel der schrägen Stirnseite zur Segmentmittellinie gerade sein.
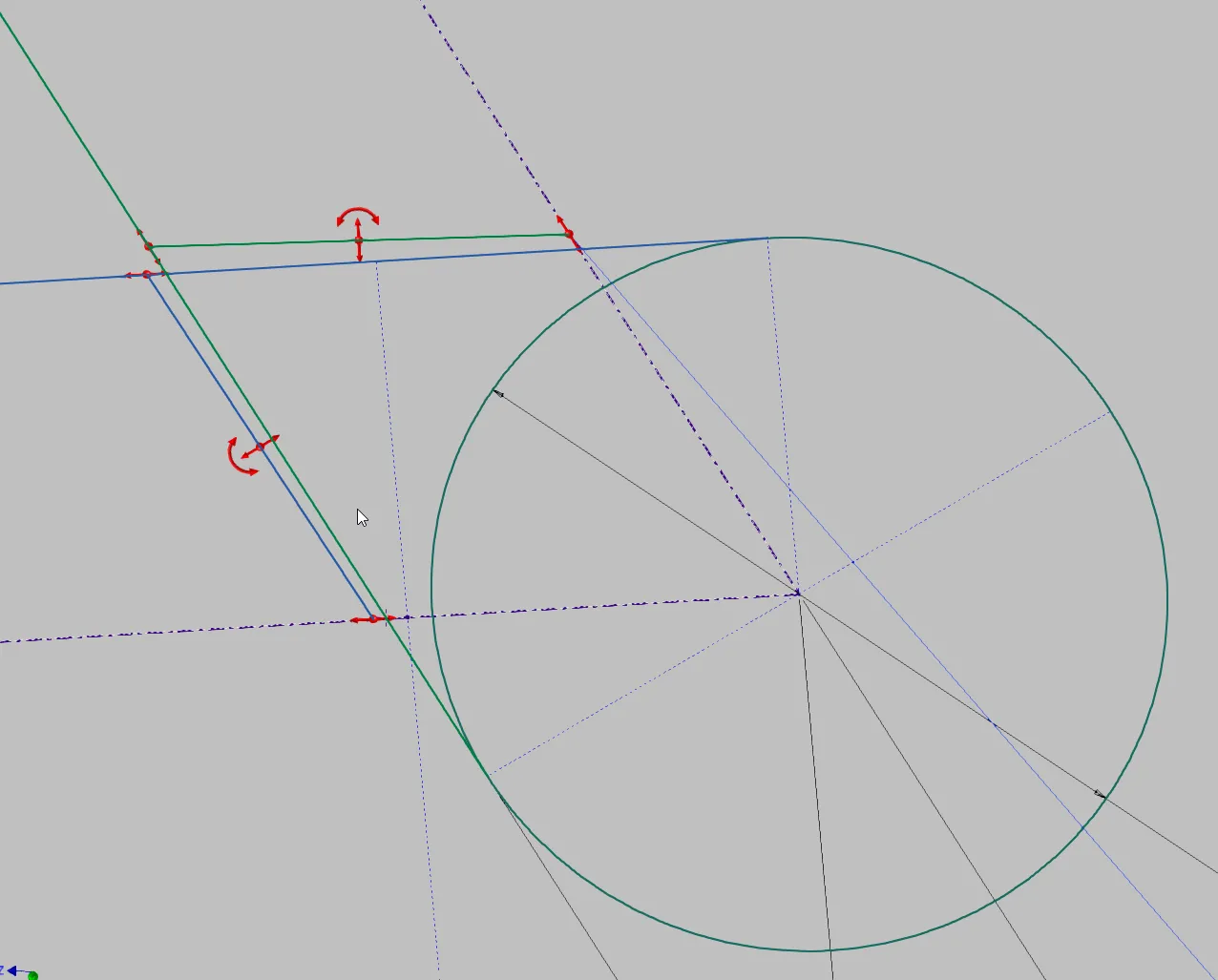
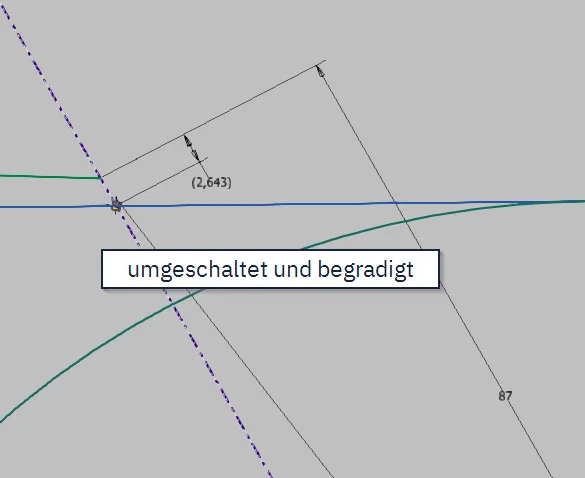
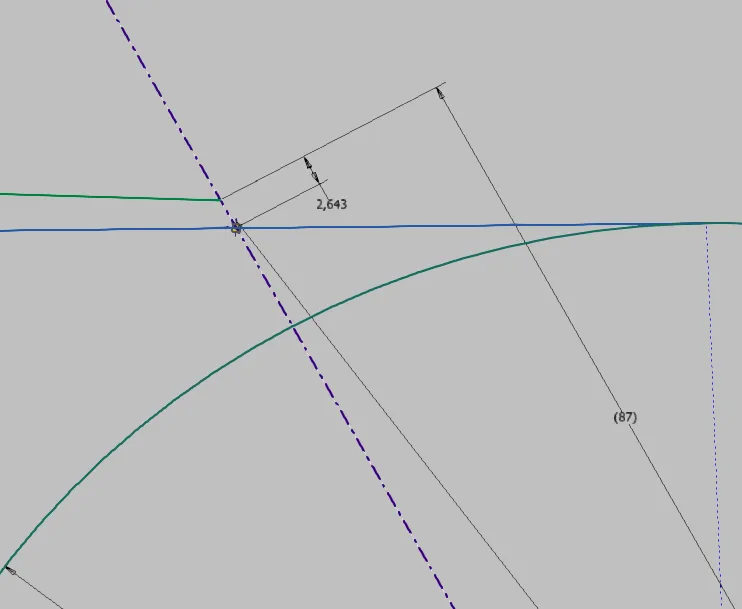
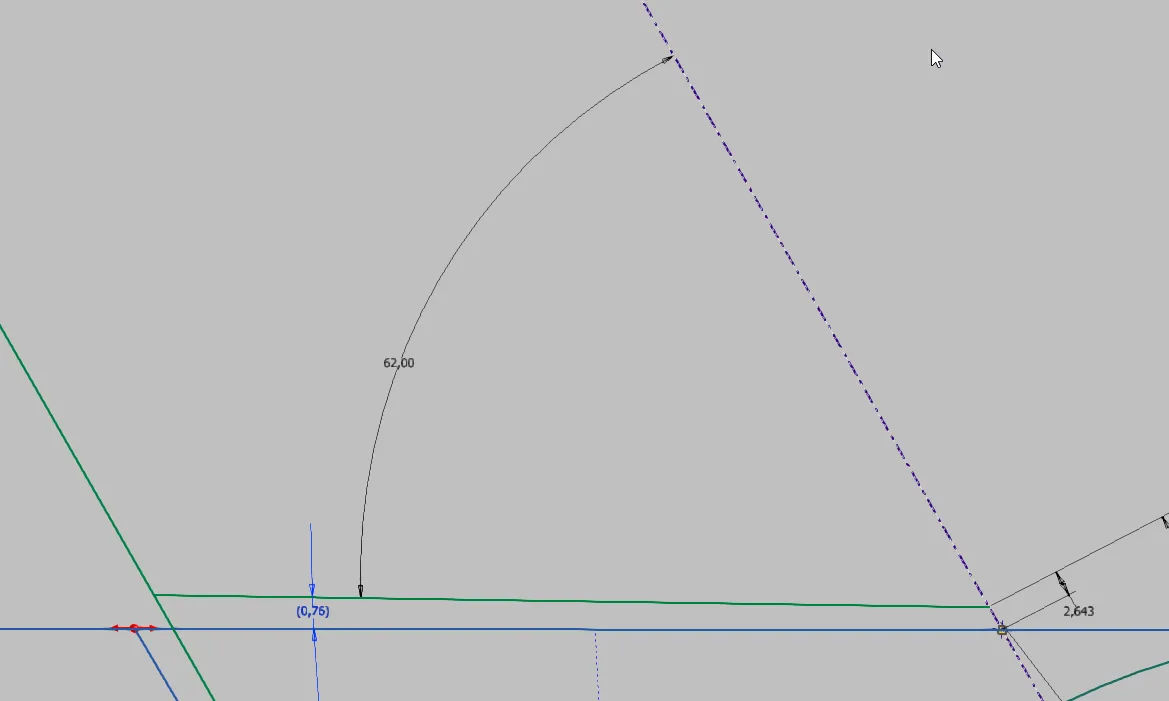
An der im Bild obere Kollisionsmöglichkeit zeige ich die Lösung mit Umschaltmaßen. Um eine Kollision zu vermeiden, soll das grüne Segment freigestellt werden. Dazu ist zunächst erforderlich, dass der Scheitelpunkt der Schräge (grün im Bild 1.3a) von der Kollisionskontur des anderen Segments (blau) einen Abstand hat, der steuernd bemaßt wird mit einem sicheren Abstand von 2 mm. Das ist das funktionale Maß. Der Abstand vom Gelenkmittelpunkt ist das fertigungsgerechte Maß und wird als Referenzmaß eingetragen. Es ergibt, wie zu erwarten war, eine krummes Zahl. Wird nun, wie in Bild 1.3b, temporär das funktionale Maß zum Referenzmaß und das fertigungsgerechte Maß zum steuernden Maß umgeschaltet, kann das Fertigungsmaß manuell begradigt werden. Das muss jedoch nach jeder Änderung manuell erfolgen. Danach muss das fertigungsgerechte Maß wieder als Referenzmaß und das funktionale Maß wieder als steuerndes Maß eingestellt werden, wie in Bild 1.3c, damit bei Änderungen keine Kollision entsteht.
Um die Verständlichkeit dieser Maße zu verbessern, ist es sinnvoll, sie zusammengehörig zu benennen, z. B. U01-s für Umschaltmaß 01 steuernd und U01-r für das zugehörige Umschaltmaß 01 Referenz.
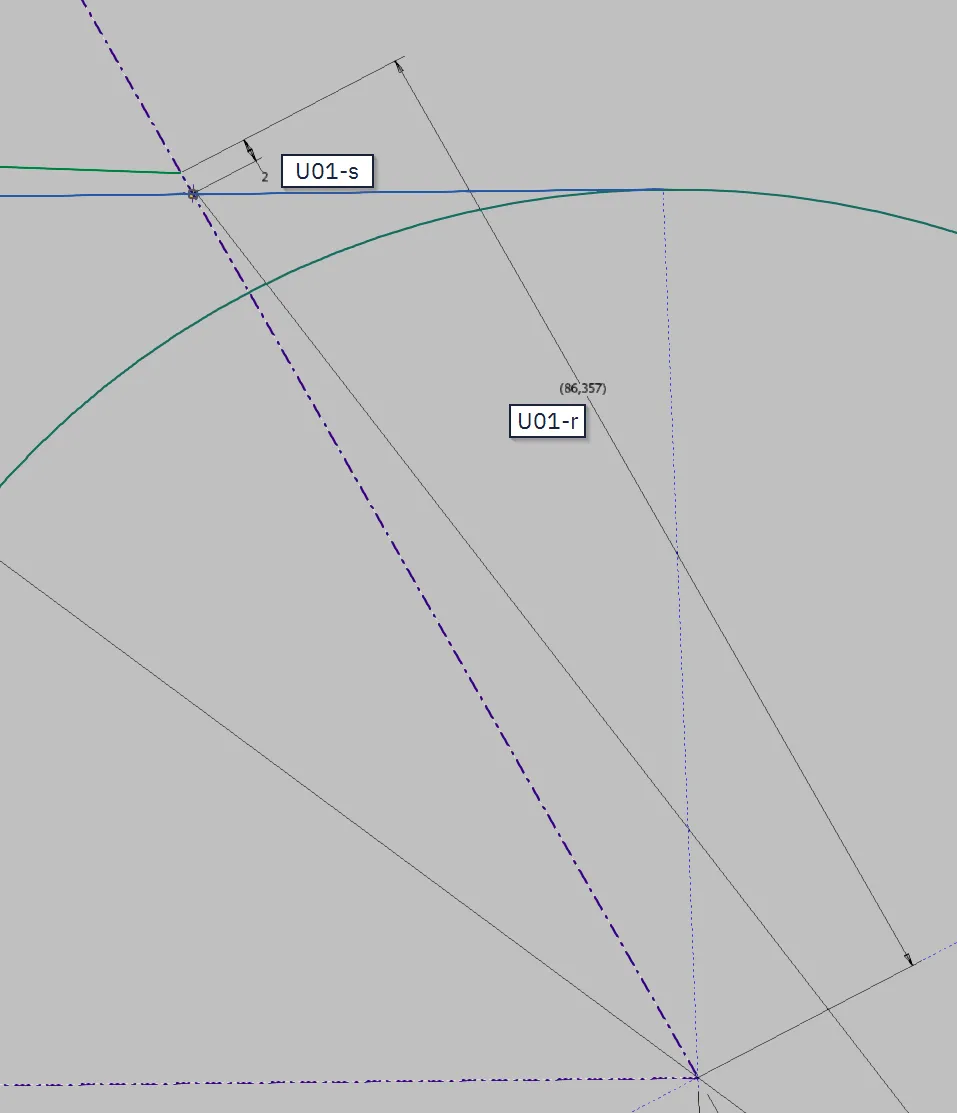
Mit dem Winkelmaß wird genauso verfahren: Der funktionale Winkel ist der zwischen der Kollisionskontur (blau) und der schrägen Stirnfläche (grün), das fertigungsgerechte Maß ist das von der Stirnfläche zur Segmentmittellinie (Bild 1.4).
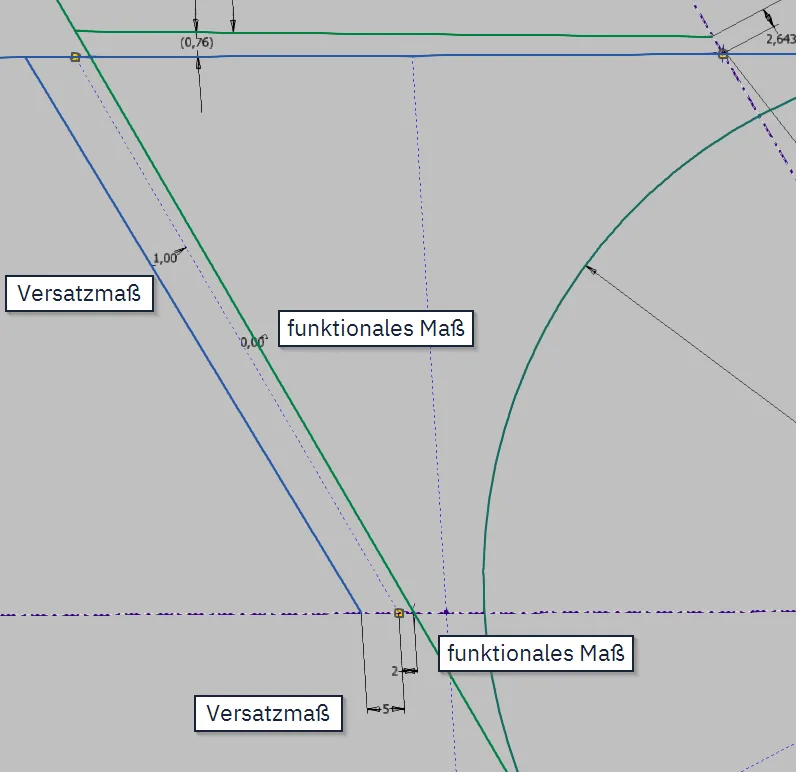
Um so eine Anordnung automatisieren zu können, bietet sich eine funktional bemaßte Kontur aus Konstruktionslinien an, von der aus Versatzmaße zur tatsächlichen Kontur angesetzt werden. Diese Lösung wird an der zweiten Kollisionsmöglichkeit links im Bild, also der Freistellung des blauen Segments, demonstriert. Die Kollisionskontur ist jetzt die lange grüne Linie, die schräge Stirnfläche die kurze blaue. Zunächst wird, wie in Bild 1.5a, die schräge Stirnfläche als Konstruktionslinie gezeichnet und funktional bemaßt. Im Beispiel wieder 2 mm sicherer Abstand und, da kein Reservewinkel vorgehalten werden soll, ein Winkel von 0° zur Kollisionskontur, der in diesem Fall auch eine Parallelitätsbedingung sein könnte. Die tatsächliche Bauteilkontur des blauen Segments wird dann von dieser Konstruktionslinie aus mit Versatzmaßen steuernd bemaßt.
Nun werden die fertigungsgerechten Referenzmaße angesetzt gemäß Bild 1.5b, in diesem Fall also von der Stirnflächen-Linie zur Mittellinie des Segments und vom Stirnflächen-Scheitelpunkt zum Gelenkmittelpunkt.
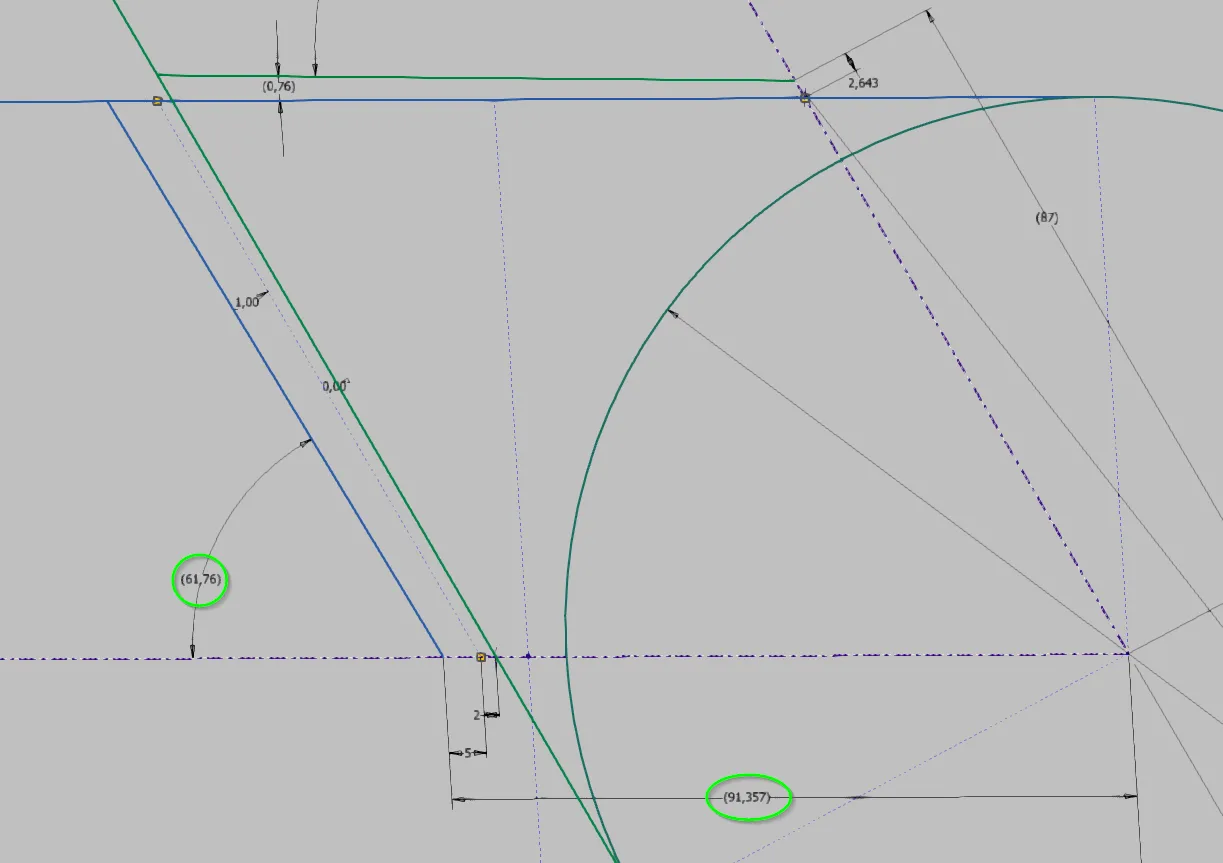
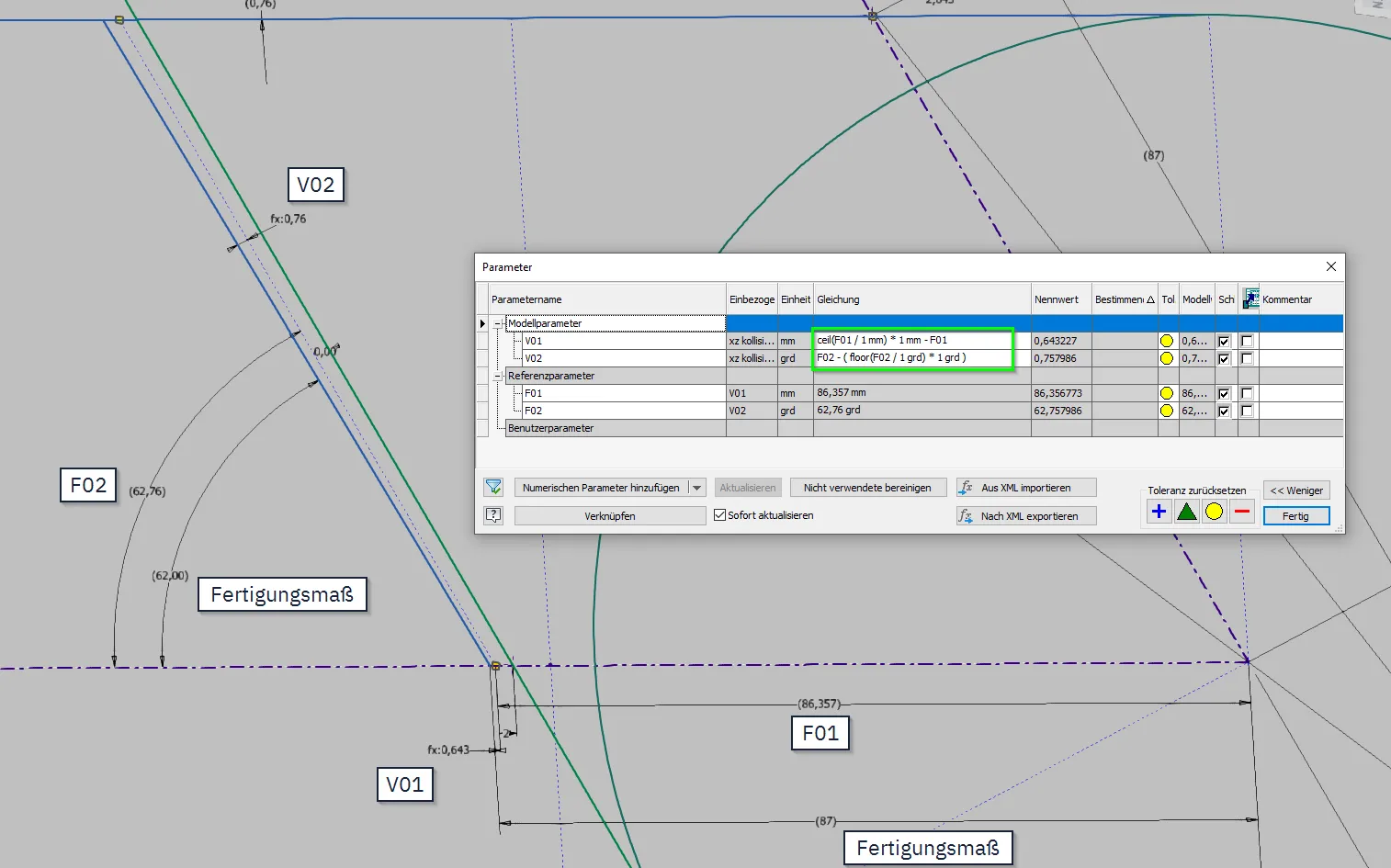
Die Versatzmaße können jetzt manuell so eingestellt werden, dass die Fertigungsmaße auf die gewünschten Stellen gerundet sind. Wird mit häufigen Änderungen gerechnet, könnte man das Versatzmaß automatisieren. Dazu werden an die Konstruktionslinie die Maße als Referenzmaße angesetzt, die den Fertigungsmaßen entsprechen. Ich habe sie im Beispiel F01 und F02 genannt. Nun können die Werte für die Versatzmaße rechnerisch ermittelt werden: Das Versatzmaß des Scheitelpunktes (V01) erhält ceil(F01 / 1 mm) * 1 mm - F01 als Formel; so entspricht es immer dem Wert, der F01 zur nächsten ganzen Zahl fehlt. Die Einheiten müssen bei diesen Formeln angegeben werden, die Rundungsfunktionen arbeiten einheitenlos. Genauso erhält das Winkel-Versatzmaß der schrägen Stirnfläche die Formel F02 - ( floor(F02 / 1 grd) * 1 grd ), so dass das Versatzmaß immer den Wert enthält, der zur nächst kleineren Ganzzahl fehlt.
Das Ergebnis zeigt Bild 1.6: Die Fertigungsmaße werden automatisch auf ganze Zahlen gerundet, egal wie sich die Bewegungsgeometrie der Gelenke durch Konstruktionsänderungen verändert.
Wunschmaße
Wunschmaße funktionieren ähnlich wie die automatisierten Versatzmaße, jedoch wird statt dem funktional abhängigen Maß (im vorherigen Beispiel F01 und F02) ein steuerndes Maß angesetzt. Das bietet sich besonders bei größeren Schrittweiten an, wenn z. B. immer die nächstgrößere Normgröße oder Kataloggröße verwendet werden soll.
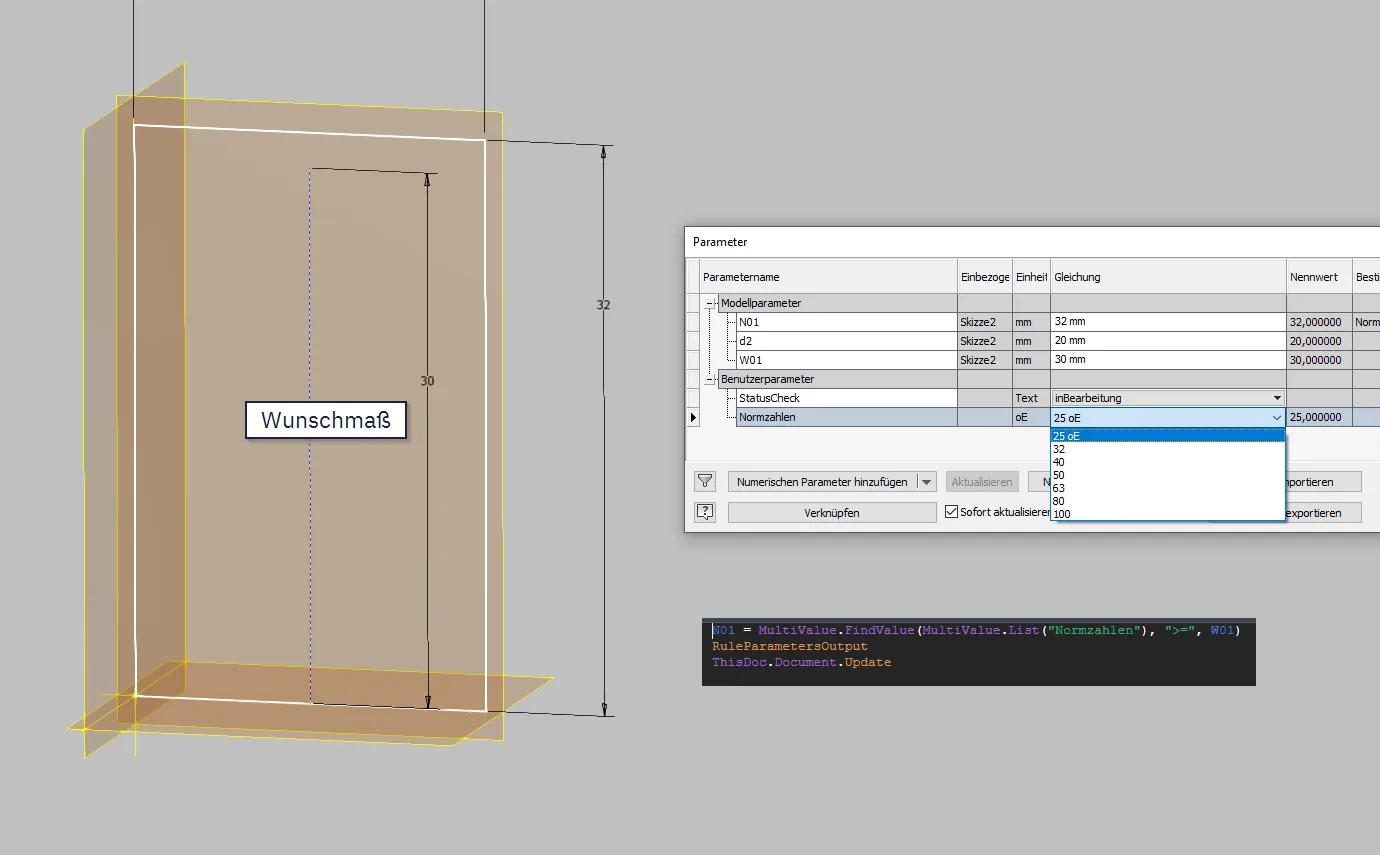
Im ersten Beispiel (Bild 1.7) soll die Höhe des weißen Rechtecks (Modellparameter N01) unter Berücksichtigung des Wunschwertes (Modellparameter W01) auf Werte der R10-Normenreihe festgelegt werden. Am einfachsten macht man dafür einen numerischen Multivalue-Parameter (Benutzerparameter Normzahlen) ohne Einheit, der die Normzahlen enthält. Dann schreibt man eine kleine iLogic-Regel, die N01 = MultiValue.FindValue(MultiValue.List("Normzahlen"), ">=", W01) enthält. Diese eine Zeile bewirkt, dass die Rechteckhöhe N01 auf den von W01 aus nächstgrößeren Wert des Listenparameters Normzahlen gesetzt wird. Damit es schneller geht, kann ein RuleParametersOutput und InventorVb.DocumentUpdate angehängt werden.
Wenn mehrere Werte gleichzeitig von dem Wunschmaß abhängen sollen, könnte auch eine Select-Case-Anweisung oder eine If-ElseIf-... Anweisung verwendet werden.
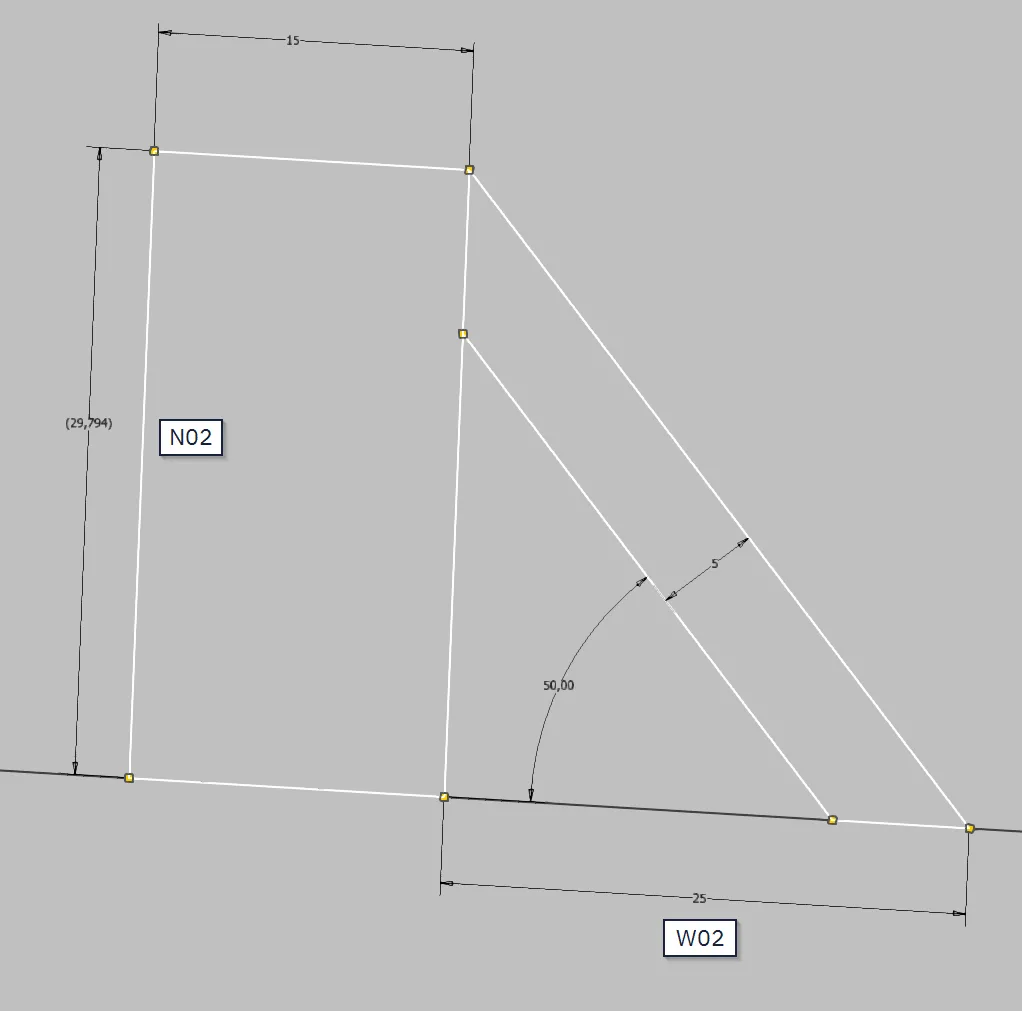
Im zweiten Beispiel (Bild 1.8) liegt zwischen dem Wunschmaß und dem zu stufenden Maß eine Winkelbeziehung. Das Maß W02 soll durch Benutzer oder Umgebung vorgegeben sein, der Winkel ist ein Auslegungsmaß und auftragsabhängig. Die Höhe des Rechtecks soll jedoch wie im vorherigen Beispiel der Normstufung folgen. Dafür darf von dem Wunschmaß so weit abgewichen werden, wie zum Erreichen der nächsten Normhöhe nötig ist.
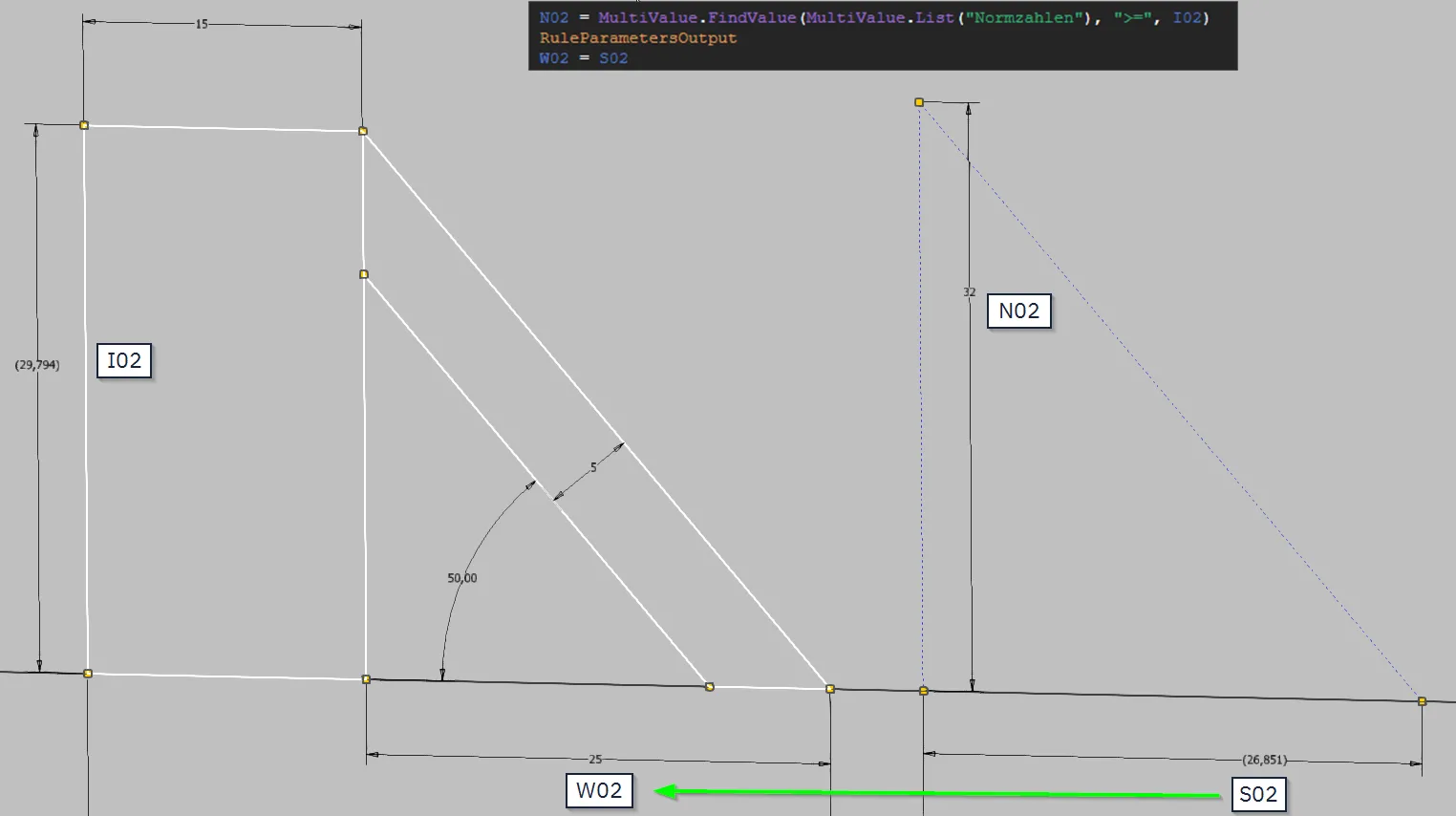
Um hier automatisiert eine Lösung zu finden, wird die maßgebliche Geometrie wie in Bild 1.9 zu sehen als Konstruktionslinien gedoppelt. Das Wunschmaß wird in der Kopie als Sollmaß S02 zum Referenzmaß gemacht und das zu stufende Maß N02 zum steuernden Maß. Die Formel ist ähnlich dem ersten Beispiel, hängt aber nun nicht direkt vom Wunschmaß ab sondern von dem indirekt daraus folgenden Referenzmaß I02: N02 = MultiValue.FindValue(MultiValue.List("Normzahlen"), ">=", I02). Nachdem mit dem Wunschmaß und dem indirekten Maß das nächstliegende Normmaß N02 ermittelt wurde, wird die Geometrie aktualisiert. Das in der Kopie ermittelte Sollmaß S02 wird daraufhin in das Wunschmaß der Bauteilkontur übertragen; dabei muss der Parameter Befehl verwendet werden, weil die Schattenkopie von S02 in der iLogic-Regel noch den alten Wert enthält. Da sich die Eingangswerte der Regel nach der Ausführung nicht mehr verändert ist das kein Zirkelbezug, nach dem einmaligen Setzen wird das Maß nicht mehr verändert und die Regel deshalb nur einmal ausgeführt.
Schlusswort
An diesen Beispielen sieht man, dass fertigungsgerechte oder nach Normen und Katalogen gestufte Dimensionierung problemlos mit der für stabile Top-Down-Modelle nötigen funktionsgerechten Bemaßung kompatibel sind. Voraussetzung ist, dass die Auswahllogik, nach der die Fertigungs- oder Katalogmaße bestimmt werden, im Skelett abgebildet wird. Das kann mit mathematischen Formeln und Funktionen geschehen, oder mit einfachen iLogic-Regeln. Bei Änderungen spart man sich so das manuelle Begradigen von Maßen und das Nachschlagen von Katalog- oder Normwerten, und damit viel lästige Arbeit.
Falls Sie tiefergehende Beratung zu CAD-Methoden benötigen, klicken Sie bitte auf Kontakt.
Sie können auch gerne die Kurzpräsentation zum Thema herunterladen. Sie darf in unveränderter Form unter Nennung der Quelle frei verwendet werden, auch kommerziell (Lizenz: CC BY-ND).
Die Modelldateien können Sie die Modelle im Zustand zum Ende dieses Tutorials ebenfalls herunterladen.
Links anklicken um in die Zwischenablage kopieren:
Diese Seite: https://r-kon.de/cad-indirekt-gesteuerte-masse.php
Das Video: https://youtu.be/9qJfNIOCi0I (Youtube) / https://dai.ly/k1jFhIF6xRPVrBD3zFM (DailyMotion)